
More Helpful Content
When operating manufacturing lines on a daily basis, difficulties may always arise that could even cause output to cease altogether. In order to turn your master production schedule into specific requirements for essential resources like direct labor or machine time, it is important that you develop your rough-cut capacity planning.
As you plan output based on what you currently have and what you may require in the future, capacity planning is often likened to supply chain optimization by manufacturers.
This article will explore capacity planning, with a particular emphasis on the rough-cut capacity planning approach and if it is appropriate for you.

Rough Cut Capacity Planning or RCCP refers to a long-term process that enables you to foresee capacity requirements and takes necessary measures to make sure your business does have the resources necessary to satisfy those demands. RCCP can assist you in avoiding costly errors and keeping your business operating effectively by predicting changes and advancements in your business.
Rough Cut Capacity Planning is used to negotiate changes to the project timeline and available capacity while balancing the necessary as well as available capacity. Based on your RCCP analysis, modifications can be made to either the projected production or the available capacity.
Without completely delving into the details of resource management, the goal of RCCP is to gain a picture of capacity and demand. It also lists the capacity requirements for you to accomplish the training production plans.

MRP software, a manufacturing execution system, traditionally was used by many businesses to carry out their RCCP since it provides the capabilities for:
Preparation and planning of the master schedule planner use it later, responsible for managing the resources and materials required. Rough-cut capacity planning is considered a simple and straightforward technique that does not include complex hidden values or inventories As a result, it is a simplified capacity planning that is more logical, organized, and preliminary. Let’s go through the pros and cons that rough-cut capacity planning brings to your business (see the image below)
👉 Read More: What Is Period Order Quantity? Formula And Example
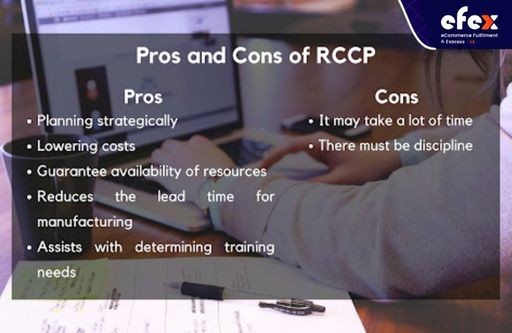
It's important to emphasize that RCCP gives you a flexible timetable in case something on the shop floor stops production while also enabling you to determine how much supply you'll need to satisfy demand. However, other advantages of rough cut capacity planning include:
Capacity planning enables you to compare the supply of training resources with the demand for training when L&D is aligned with the company's overall objectives. These resources include:
Making ensuring that your training group is assisting the firm in achieving its strategic goals is also beneficial.
👉 Read More: What Is Planned Order Receipt? Calculation And Example
Planning for capacity helps the training team squander less by a lot. You can forecast the number of training programs your team can handle in a specific amount of time if you've gained a thorough awareness of its capabilities. As a result, there won't be any unexpected recruiting demands or the need to hire pricey outside content vendors to cover the gaps.
Setting expectations for all stakeholders and minimizing overworking your staff are two benefits of capacity planning. The next reasonable step is to obtain more resources to satisfy demand if you can demonstrate that your staff is unavailable using hard capacity numbers.
Using rough-cut capacity planning, the producer may identify any problems with the production process and take early action to fix them. As a result, the production lead time is shortened.
It enables you to examine the training need in relation to the resources available, such as working hours, money, and skills.
Besides the benefits, rough-cut capacity planning still has certain drawbacks as follow:
The size of the business has an impact on this. Fortunately, there are many various project tools currently available. As a result, capacity planning, as well as project planning, can be done more quickly and simply.
Schedule updates must be viewed as a regular responsibility for project planners and managers. Therefore, it is crucial that planning is done properly and that it be updated on a regular basis.
Capacity planning for business management determines how much space businesses will have for future growth without posing long-term risks or expenses. In this view, it converts into maximizing existing assets by strategically allocating resources across priorities like development planning and product innovations in order to maximize overall return on investment (or ROI). Capacity planning is an issue that requires careful thought. As a result, strategies for capacity management are used for
In this post, we will focus on the rough-cut capacity planning method which is long-term capacity planning.
Unexpected spikes and dips in demand are taken into account in short-term capacity planning. This strategy can have an effect on activities that last a few times or even up to 6 months. Companies frequently give overtime to employees as a result of this kind of short-term planning in order to meet strong product demand.
A course of action is to set up additional facilities and purchase more supplies.
The additional incentives and higher pay that come with working overtime make many employees pleased. A few days or perhaps a few months of overtime is possible based on the production's other factors as well as the haste.
Long-term capacity planning, on the other hand, considers the broad picture to make sure the organization has the resources to satisfy future production demands. Strategic choices that affect: are often the subject of long-term capacity planning.
Planning for future capacity is not a given. Eventually, if you find that short-term capacity plans are ineffective, they could alter.
When introducing a new work schedule into your manufacturing line, regrettably, doesn't boost productivity—long-term capacity planning would be conducted. If you are unable to subcontract work, changing your routing manufacturer can be your best option.
Consider the scenario where working overtime is not sufficient to meet demand in the short term. In that instance, it might eventually be required to add extra facilities or equipment.
👉 Read More: What Is Time Fence Planning? Example And Benefit
After the process of demand planning and after the master time of the production is finished, rough-cut capacity planning is conducted. The capacity manager now needs to approve production choices made to satisfy demand.
The business strategy and the operations and sales plan both enter into the MPS (or master production schedule), as shown in the image below. After the MPS is finished, RCCP is conducted, and adjustments to the MPS may result.

Besides, Rough Cut Capacity Planning, though typically utilized in manufacturing facilities for production plans, may be incredibly useful for training teams, particularly in the following situations:
Times of change or uncertainty
Compared to other capacity planning approaches, RCCP offers a significant degree of flexibility. Therefore, it might be beneficial to create space for fast adaptation or agile reactions to unplanned projects during periods of significant change for the business.
When adjusting to a new training plan or method
It will require a few iterations to finalize your processes and accurately analyze capacity as well as resource management if you're implementing a new program management technique or a new training program plan. Without being unduly constraining, RCCP provides the versatility and high-level insight you require.
Here are the three available rough-cut capacity planning techniques.
Future capacity requirements are calculated using previous data with CPOF. This straightforward method examines workstation data, MPS, and production time.
The bill-of-labor (or BOLA), also known as a bill-of-capacity method for capacity planning estimates how many hours are required at each workstation to generate a finished good. The experts advise multi-product businesses to adopt the bill-of-labor strategy. The BOLA method establishes a clear connection between the quantities in the MPS and the number of hours required to generate a unique output at every workstation.
The resource profile method considers lead time as well as the amount of time needed to accomplish each task. This method is more precise since it takes capacity lead times into account in addition to workstation hours.
There are two levels at which you can develop your RCCP. If you need to plan by resource, use routing-based RCCP. If you need to plan by manufacturing line, employ rate-based RCCP.
Thus, in a nutshell, your RCCP will consider the volume you must produce, the volume you are able to generate, and how to strike a balance between them.
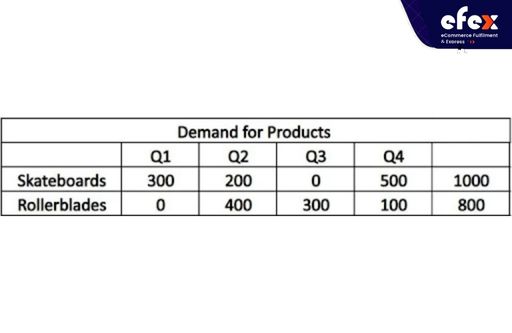
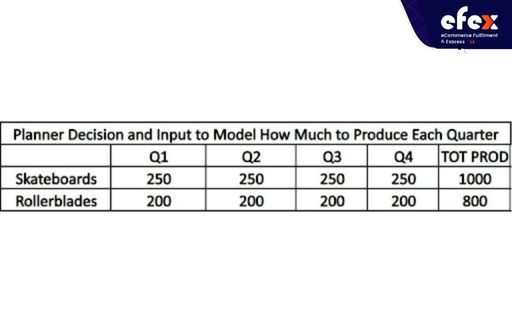
Let's look at how to analyze the capacity of your manufacturing line in more detail. Assume you are a producer of rollerblades and skateboards with the following expected demand for your products:
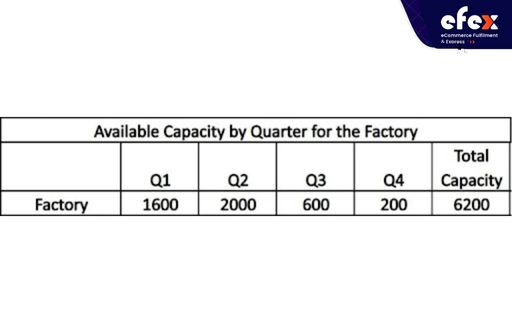
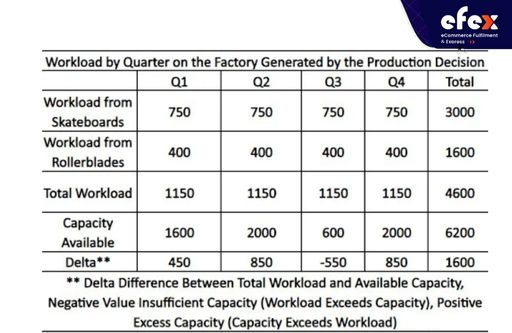
Let's say for the sake of simplicity that both items are produced at the same facility, which has one capacity unit. The factory's capacity for each quarter is as follows:
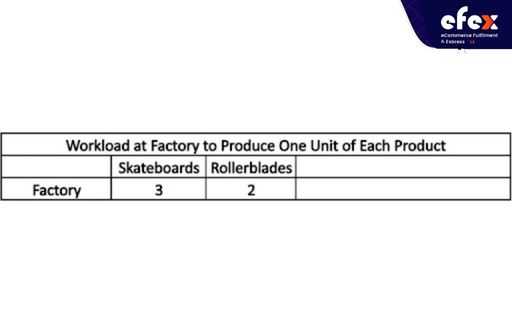
And in this plant, two production lines make rollerblades, and three production lines make skateboards:
The business must establish a program for product lines, which will determine the appropriate amount of merchandise to manufacture for every quarter. In order to meet demand, the manufacturer splits the overall demand into four equal parts:
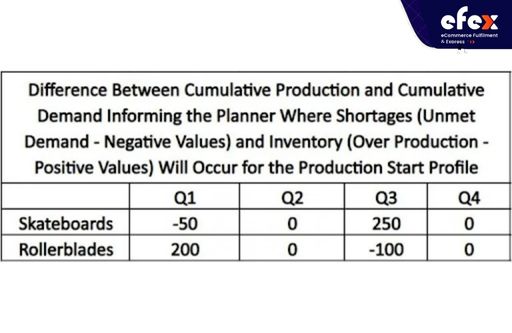
Manufacturing companies can see the effects of using rough-cut capacity planning.
This enables them to see how their demand and supply are related:
The company may eventually create a production schedule for the year to successfully satisfy their demand with the data gathered from rough cut capacity planning:
A MPS that is too overstated requests more materials than the available manufacturing resources can actually handle. An excessive MPS has a lot of resources that are bought and distributed to the store, which is the major issue. Because of this, the business is unable to use these components to produce the finished goods.
On the sales floor, lineups accumulate because of an overestimated MPS. Tasks must await to be handled, increasing real lead times that result in missed ship dates.
The planning horizon is less precise as lead times grow. Shorter predicting horizons yield the most accurate results. Overly optimistic master production forecasts eventually result in missed deadlines.
The researchers believe that not meeting the production goals in the projected department will result in a significant impact on the time lag in shipping the products to the customer. They support this claim with the "Production Capacity Optimization using Rough Cut Capacity Planning (RCCP)" research study.
In this research study, an imbalance between the planned and actual production results in overload. Therefore, it is advised that the manufacturing capability design be balanced with the existing manufacturing capacity, including both the capacity of the used equipment and the capacity of the human resources.
You must combine the production schedule with the capacity plan when dealing with these issues.
👉 Read More: What Is Quantity On Hand And Calculation?
Planning for capacity is a challenging task. Four challenges can affect RCCP, regardless of the size or complexity of a company: the availability of data, computations, communication, as well as time commitment.
Data are essential to RCCP, and a significant portion of that data must be manually gathered and reconciled. This means that collecting the data you want takes longer than actually evaluating it. Exporting data from the proper sources and consolidating it together into a single, dynamically updated solution is one technique to get around this problem. This one true source is the only way to have access to the most recent information.
It takes a lot of effort to get correct data, analyze it, make decisions that have an impact on the company, and then repeat the process frequently. Capacity planning technologies, as was already indicated, automate data collecting and processing in an integrated tool.
Numerous calculations used by RCCP rely on precise data. Any incorrect information or calculation inaccuracy runs the danger of disrupting the entire RCCP process. Keep all computations, data, and statistics in one place to reduce the likelihood of error.
All aspects of an organization are affected by RCCP. The complexity of capacity planning is increased by functional and geographical separation. Pick a good single spot for planning to avoid any communication problems. This enables cross-departmental discussions, validation of data integrity, and transparency of analysis and data.
Organizations are finding it harder and harder to predict demand as data and information proliferate. Rough-cut capacity planning has become popular among businesses thanks to its effectiveness in helping them meet customer orders in a timely manner without compromising quality or going over budget.
Making sure that no production bottlenecks exist before they happen can help prevent future expansion in addition to addressing present demands.
With cost-effective technologies, RCCP in manufacturing offers an approach that integrates these two factors in order to maximize production levels throughout your organization's activities.
The rough-cut capacity planning method offers a number of benefits and drawbacks, but it is regarded as a good place to start.
For manufacturers with a uniform workflow, RCCP is more effective because it is impossible to predict in advance what kind of customized goods you will be producing. We hope you liked reading this post!




