
More Helpful Content
The business commits to higher costs and fewer options at each stage of a bill of materials. Therefore, when manufacturing moves near the delivery deadline, the expense of making a change rises and the company's flexibility drops. However, MPS modifications are inevitable and could happen. A business seeks to reduce manufacturing costs while being adaptable to shifting customer demands.
It is possible to make changes that won't have a significant impact on manufacturing or that are distant in the future on the planning horizon. Thus, companies create zones with time fence planning to aid in decision-making.
A time fence can be defined as a specific period in which the forecast will not be changed. The forecasting time frame for an item frequently corresponds to its planning or sourcing lead time.
It makes sense to refrain from altering the prediction within the two-month period if it requires 2 months for such an item to go from being ordered to be placed into inventory because doing so will see no effect on the item's availability.
In that situation, you would set up a two-month-time fence. Some businesses execute "soft" time walls, which allow forecast adjustments as long as they are substantial and well-justified, while others impose "hard" time fences, which forbid any forecast revisions at all.
👉 Read More: What Is Quantity On Hand?
Theoretically, time fences refer to the boundaries on a planning horizon allowing producers to retain MPS goods in regions with various regulatory frameworks. With the MPS system, a time fence is typically defined as a certain point on a planning horizon in relation to "today."
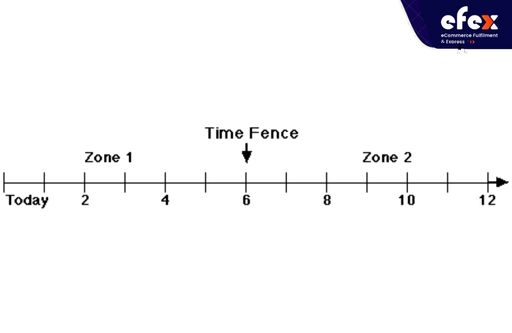
As things on the scheduling horizon like replenishments and needs move toward, they simultaneously move toward and over the time fences since the amount of time between today and the time barriers is often constant. Look at the illustration in the image below.
Any item placed, for example, in period No.9 will transverse the time barrier into period No.8, then period No.7, and finally period 6 after that. A result of this is that an object ends up in zone 1 after initially being found in zone 2.
For various product lines, time gates are typically placed at various times. For particular things within a category group, distinct product kinds may even demand specific fence positions. The computer software must be sufficiently flexible to enable the time fence site to change from one item to another or be clearly designated similarly to sets of MPS criteria.
The image above shows how the MPS' planning horizon is actually divided into portions or zones by a temporal fence. Each zone's permissible requirements must be recognized, and the guidelines for their usage must be specified.
Zone 2 can be described as a combination of the forecast, client orders, as well as internal MPS item orders.
Zone 1 might be described as simply having internal and customer orders. The forecast criteria are kept from automatically shifting into zone 1 by the time fence, which acts as a barrier or a control.
Each fence provides the master production planner with a new tool for managing and overseeing the schedule's various components. As long as MPS is stable, MRP won't produce an excessive amount of exception information. The planning time fence along with the assembling lead-time of time fence are two names for these barriers.
The competitive lead-time of time fence, as well as the client delayed time fence, are two more forms of time fence that offer some flexibility in strong competitive contexts. It is best to avoid using all 4-time fences at once for a single item. The planning time fence, when combined with other fences, typically offers all of the control required to stabilize the needs for a master schedule item.
This type of time fence identifies a period on a planning horizon at which an MPS thing is placed directly under the MPS' manual control. It specifies how many time frames the scheduler will be entirely in charge of planning or rescheduling the thing.
The deadline for identifying the final configuration of the product in the MPS and assigning it to a customer and stock order is known as the assembly lead-time time fence. All components must be created, purchased, or available for assembling into an item that can be offered or put into the planning time fence at or close to the final production time of an MPS item by the time the MPS item reaches this time fence.
At this time, a firm commitment to what is going to do is necessary. This time fence is mainly relevant to items with final assembly times that are equal to or greater than one or even more planning periods of time; it becomes more crucial for goods with higher assembly lead times. The assembling lead-time time fence is typically not applied to processes with short manufacturing cycles. .
The amount of time needed to process a specific batch or the amount of a product is known as the assembly lead time. When the batch quantity is properly chosen and the right assembling lead times are chosen for products with extremely short single-quantity lead times, scheduling flexibility is made possible.
👉 Read More: What Are Gross Requirements? Plan And Calculation
The planning time fence is typically positioned at or close to the conclusion of the total lead time of all the acquired and produced components of a product. The cumulative lead time of item A along with the location for the planning time fence is shown in the image below.
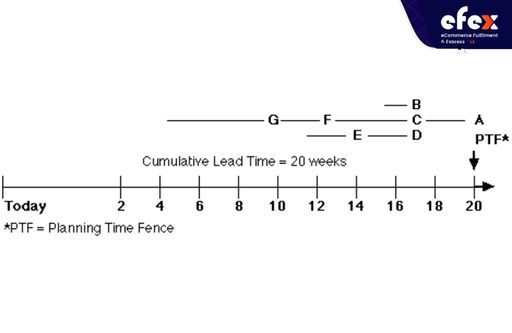
Materials must be purchased in advance of the item's crossing the planning time boundary or be on hand. The crucial time in the planning horizon for the specific product has become. Different computer logic has to operate in every one of the two zones that the planning time fence creates.
Planning orders with exploding their demands can be done using automated MRP logic in the area from the fence that extends into the future. The computer application should not automatically plan orders or even move in the period from now to the planned time fence.
👉 Read More: What Is Net Requirement? Formula And Plan
Instead, in the first phase beyond the fence, a strong planned sequence should be entered manually. The intended time period of the planned order should be sent to the MPS; however, at no point should this intended time period be permitted to automatically offset component criteria. The following figure depicts this activity for a fictitious part Z of MPS.
Be aware that in period 5, forecast and order-based requirements lead to the planned available to decrease.
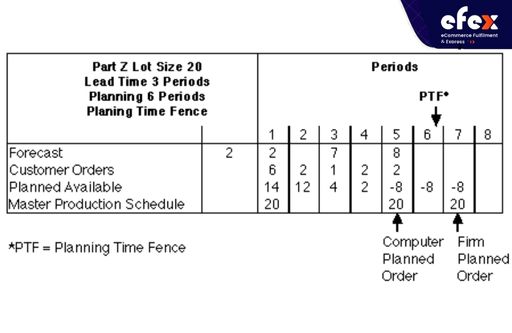
Because there is enough lead time to procure these components, placing a solid planned order of 20 pcs in period No.7 won't pose issues at lower tiers of the BOM of part Z. Part Z's important components can be examined by the production scheduler to see whether it can be planned in period No. 5 without significantly impacting other orders.
The overtime arrangements or accelerated purchase orders might be made to get the essential important parts in time for meeting the deadline. The replenishment is only to be firmed up and scheduled in period 5 once this assessment is finished and then has been established that the relevant components may fairly be anticipated to be available.
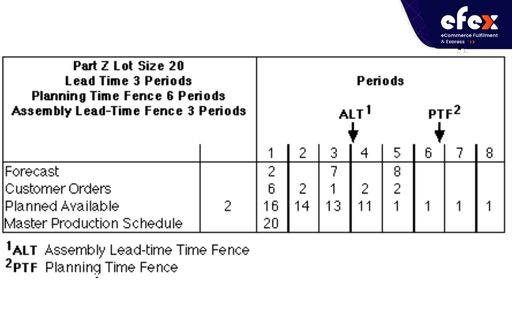
After a product crosses such an assembly lead-time fence, the logic of an MPS system changes, and only real demand is taken into account for determining the planned available balance. The following image shows how the order planning logic is altered by the assembly lead-time fence.
The MPS can be compared with a traffic light at a crowded street intersection. The signal's red, green, and yellow lights are the planning zones. The timing mechanisms known as time fences choose which light is exhibited and how long it is lit.
The functional cooperation of all management sectors is necessary for the efficient management of time fences. The master production scheduler must meet with representatives from finance, advertising, production, materials handling, and purchasing to determine the initial position of each time fence.
This group will also determine the regulations controlling its use. To make sure they continue to offer the control necessary to manage the MPS, periodic inspections of these fence sites for every product or line of products should be carried out.
👉 Read More: What Is SKU Rationalization? Process And Benefit
Time fences are crucial tools in production planning, dividing the planning horizon into manageable zones. By establishing clear boundaries for forecast changes and order commitments, Time fences help maintain schedule stability, balance flexibility with reliability, and improve overall production efficiency. Effective management of time fences requires cross-functional collaboration and periodic review to ensure they continue to meet the evolving needs of the organization.




